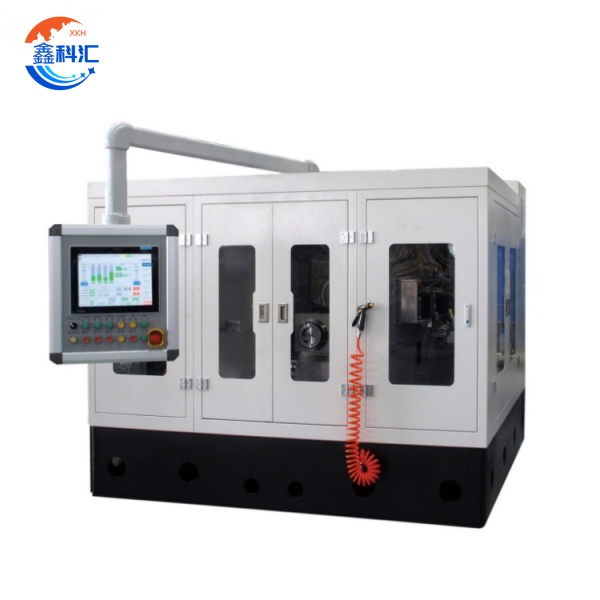
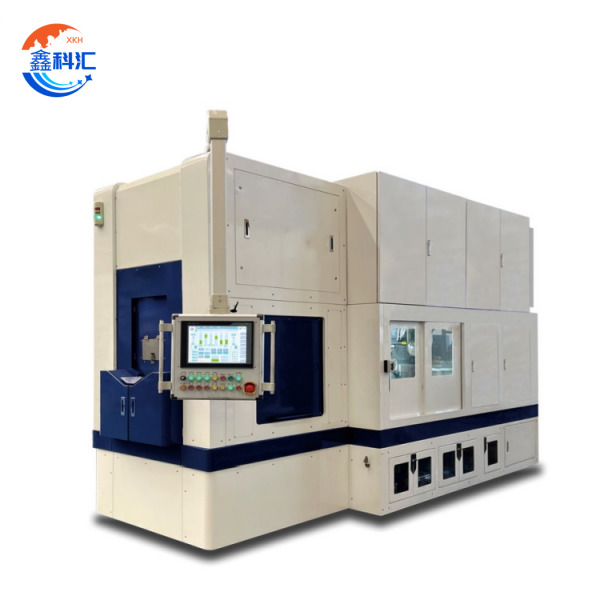
Silīcija karbīda dimanta stieples griešanas mašīna 4/6/8/12 collu SiC lietņu apstrāde



Darbības princips:
1. Lietņa fiksācija: SiC lietnis (4H/6H-SiC) tiek fiksēts uz griešanas platformas, izmantojot stiprinājumu, lai nodrošinātu pozīcijas precizitāti (±0,02 mm).
2. Dimanta līnijas kustība: dimanta līniju (galvanizētas dimanta daļiņas uz virsmas) virza vadriteņu sistēma, lai nodrošinātu ātrgaitas cirkulāciju (līnijas ātrums 10–30 m/s).
3. Griešanas padeve: lietnis tiek padots noteiktajā virzienā, un dimanta līnija tiek griezta vienlaicīgi ar vairākām paralēlām līnijām (100–500 līnijas), lai izveidotu vairākas plāksnes.
4. Dzesēšana un skaidu noņemšana: Izsmidziniet dzesēšanas šķidrumu (dejonizētu ūdeni + piedevas) griešanas zonā, lai samazinātu karstuma radītos bojājumus un noņemtu skaidas.
Galvenie parametri:
1. Griešanas ātrums: 0,2–1,0 mm/min (atkarībā no SiC kristāla virziena un biezuma).
2. Līnijas spriegums: 20–50 N (pārāk augsts, auklu var viegli pārraut, pārāk zems ietekmē griešanas precizitāti).
3. Vafeles biezums: standarta 350 ~ 500 μm, vafele var sasniegt 100 μm.
Galvenās iezīmes:
(1) Griešanas precizitāte
Biezuma pielaide: ±5 μm (@350 μm plāksne), labāka nekā parastā javas griešana (±20 μm).
Virsmas raupjums: Ra <0,5 μm (nav nepieciešama papildu slīpēšana, lai samazinātu turpmākās apstrādes apjomu).
Deformācija: <10 μm (samazina turpmākās pulēšanas grūtības).
(2) Apstrādes efektivitāte
Daudzlīniju griešana: 100–500 gabalu griešana vienlaikus, palielinot ražošanas jaudu 3–5 reizes (salīdzinājumā ar vienas līnijas griešanu).
Līnijas kalpošanas laiks: Dimanta līnija var sagriezt 100–300 km SiC (atkarībā no lietņa cietības un procesa optimizācijas).
(3) Apstrāde ar zemu bojājumu līmeni
Malu lūzums: <15μm (tradicionālā griešana> 50μm), uzlabo vafeļu ražu.
Pazemes bojājuma slānis: <5 μm (samazina pulēšanas noņemšanu).
(4) Vides aizsardzība un ekonomika
Nav javas piesārņojuma: Samazinātas atkritumu šķidruma utilizācijas izmaksas salīdzinājumā ar javas griešanu.
Materiāla izmantošana: Griešanas zudumi <100μm/griezējs, ietaupot SiC izejvielas.
Griešanas efekts:
1. Plākšņu kvalitāte: uz virsmas nav makroskopisku plaisu, maz mikroskopisku defektu (kontrolējama dislokācijas pagarināšanās). Var tieši iekļūt raupjās pulēšanas saitē, saīsinot procesa plūsmu.
2. Konsistence: vafeļu biezuma novirze partijā ir <±3%, piemērota automatizētai ražošanai.
3.Pielietojamība: Atbalsta 4H/6H-SiC lietņu griešanu, ir saderīga ar vadošu/daļēji izolētu tipu.
Tehniskā specifikācija:
| Specifikācija | Sīkāka informācija |
| Izmēri (G × P × A) | 2500x2300x2500 vai pielāgojiet |
| Apstrādes materiāla izmēru diapazons | 4, 6, 8, 10, 12 collas silīcija karbīda |
| Virsmas raupjums | Ra≤0,3u |
| Vidējais griešanas ātrums | 0,3 mm/min |
| Svars | 5,5 t |
| Griešanas procesa iestatīšanas soļi | ≤30 soļi |
| Iekārtu troksnis | ≤80 dB |
| Tērauda stieples spriegojums | 0~110N (0,25 stieples spriegums ir 45N) |
| Tērauda stieples ātrums | 0–30 m/s |
| Kopējā jauda | 50 kW |
| Dimanta stieples diametrs | ≥0,18 mm |
| Gala līdzenums | ≤0,05 mm |
| Griešanas un laušanas ātrums | ≤1% (izņemot cilvēku izraisītus iemeslus, silīcija materiālu, līniju, apkopi un citus iemeslus) |
XKH pakalpojumi:
XKH nodrošina pilnu silīcija karbīda dimanta stieples griešanas mašīnas procesa pakalpojumu, tostarp iekārtu izvēli (stieples diametra/stieples ātruma saskaņošana), procesa izstrādi (griešanas parametru optimizācija), palīgmateriālu piegādi (dimanta stieple, vadotne) un pēcpārdošanas atbalstu (iekārtu apkopi, griešanas kvalitātes analīzi), lai palīdzētu klientiem sasniegt augstu ražu (>95%), zemu izmaksu SiC plākšņu masveida ražošanu. Tas piedāvā arī pielāgotus uzlabojumus (piemēram, īpaši plānu griešanu, automatizētu iekraušanu un izkraušanu) ar 4–8 nedēļu izpildes laiku.
Detalizēta diagramma

Saistītie produkti
-

Dia300x1.0mmt biezuma safīra vafeļu C-plaknes...
-

115 mm rubīna stienis: pagarināta garuma kristāls pastiprināšanai...
-

Safīra caurules safīra stieņi, īpašas formas, augsti...
-

Augstas precizitātes lāzera mikroapstrādes sistēma
-

6 collu vadošs monokristāls SiC uz polikristāla...
-

Mikro ūdensstrūklas vadāma lāzera apstrādes iekārta